
W druku fleksograficznym dokładność pasowania wielu kolorów (2, 4, 6 i 8 kolorów) bezpośrednio wpływa na jakość kolorów i druku produktu końcowego. Niezależnie od tego, czy jest to maszyna fleksograficzna z odbitką piętrową, czy z centralnym odbiciem (CI), nieprawidłowe pasowanie może wynikać z różnych czynników. Jak szybko zidentyfikować problemy i skutecznie skalibrować system? Poniżej przedstawiono systematyczne podejście do rozwiązywania problemów i optymalizacji, które pomoże Ci poprawić precyzję druku.
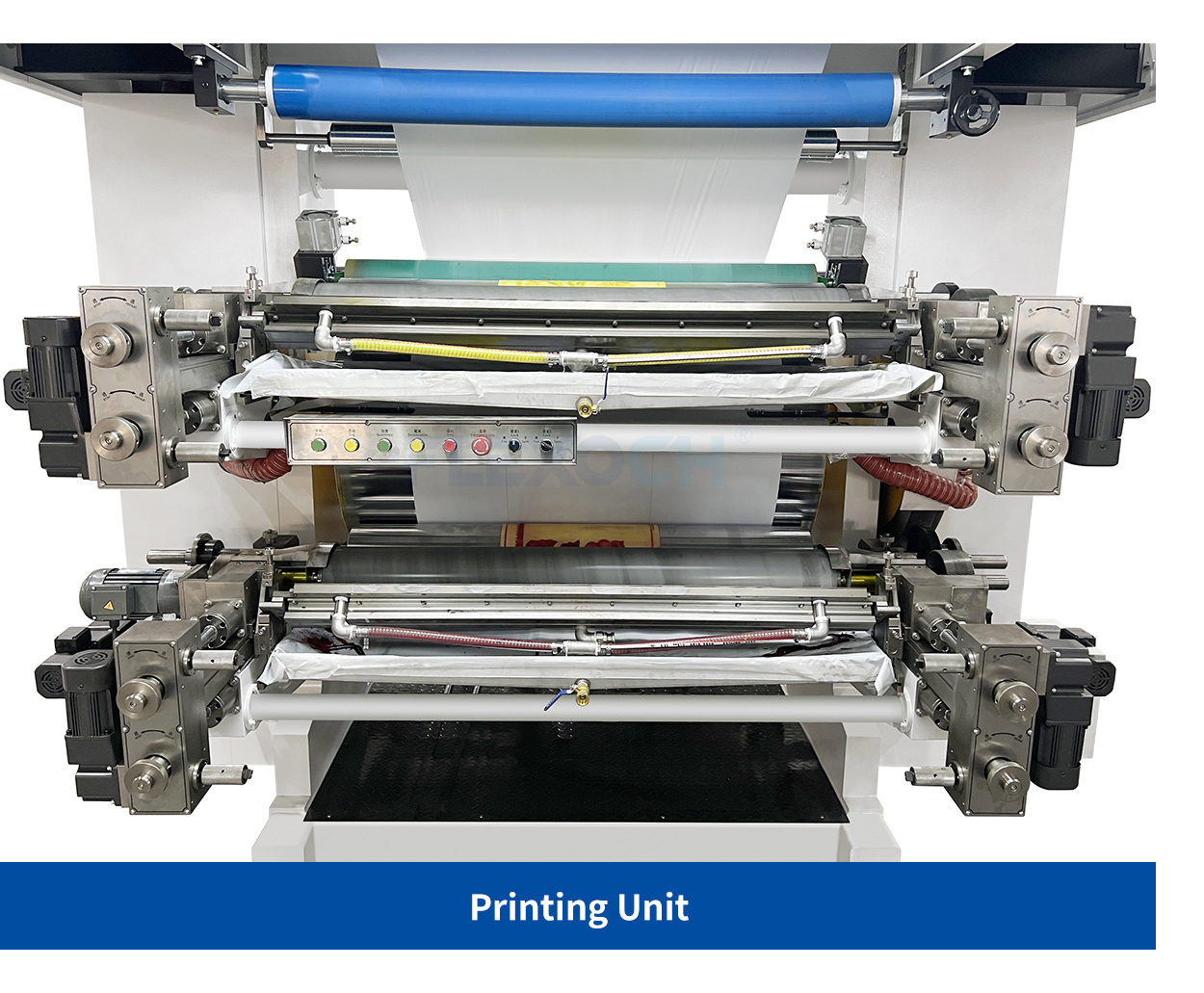
1. Sprawdź stabilność mechaniczną prasy
Główną przyczyną nieprawidłowego pasowania są często luźne lub zużyte elementy mechaniczne. W przypadku maszyn fleksograficznych typu stack, koła zębate, łożyska i paski napędowe między zespołami drukującymi muszą być regularnie sprawdzane, aby upewnić się, że nie ma żadnych szczelin ani nie są one niewspółosiowe. Maszyny fleksograficzne z centralnym dociskiem, wyposażone w centralny bęben dociskowy, zazwyczaj oferują wyższą dokładność pasowania, ale nadal należy zwracać uwagę na prawidłowy montaż cylindra formowego i kontrolę naciągu.
Zalecenie: Po każdej wymianie płyty lub dłuższym przestoju należy ręcznie obrócić każdą jednostkę drukującą, aby sprawdzić, czy nie występuje nienormalny opór, a następnie przeprowadzić próbę z niską prędkością, aby ocenić stabilność znaków rejestracyjnych.
2. Zoptymalizuj adaptowalność podłoża
Różne podłoża (np. folie, papier, włókniny) wykazują różny stopień rozciągnięcia pod wpływem naprężenia, co może prowadzić do błędów pasowania. Fleksograficzne maszyny drukarskie z centralnym dociskiem, wyposażone w stabilne systemy kontroli naprężenia, lepiej nadają się do precyzyjnego druku na folii, natomiast fleksograficzne maszyny piętrowe wymagają bardziej precyzyjnej regulacji naprężenia.
Rozwiązanie: Jeśli zauważysz rozciąganie lub kurczenie się podłoża, spróbuj zmniejszyć naprężenie druku, aby zminimalizować błędy pasowania.
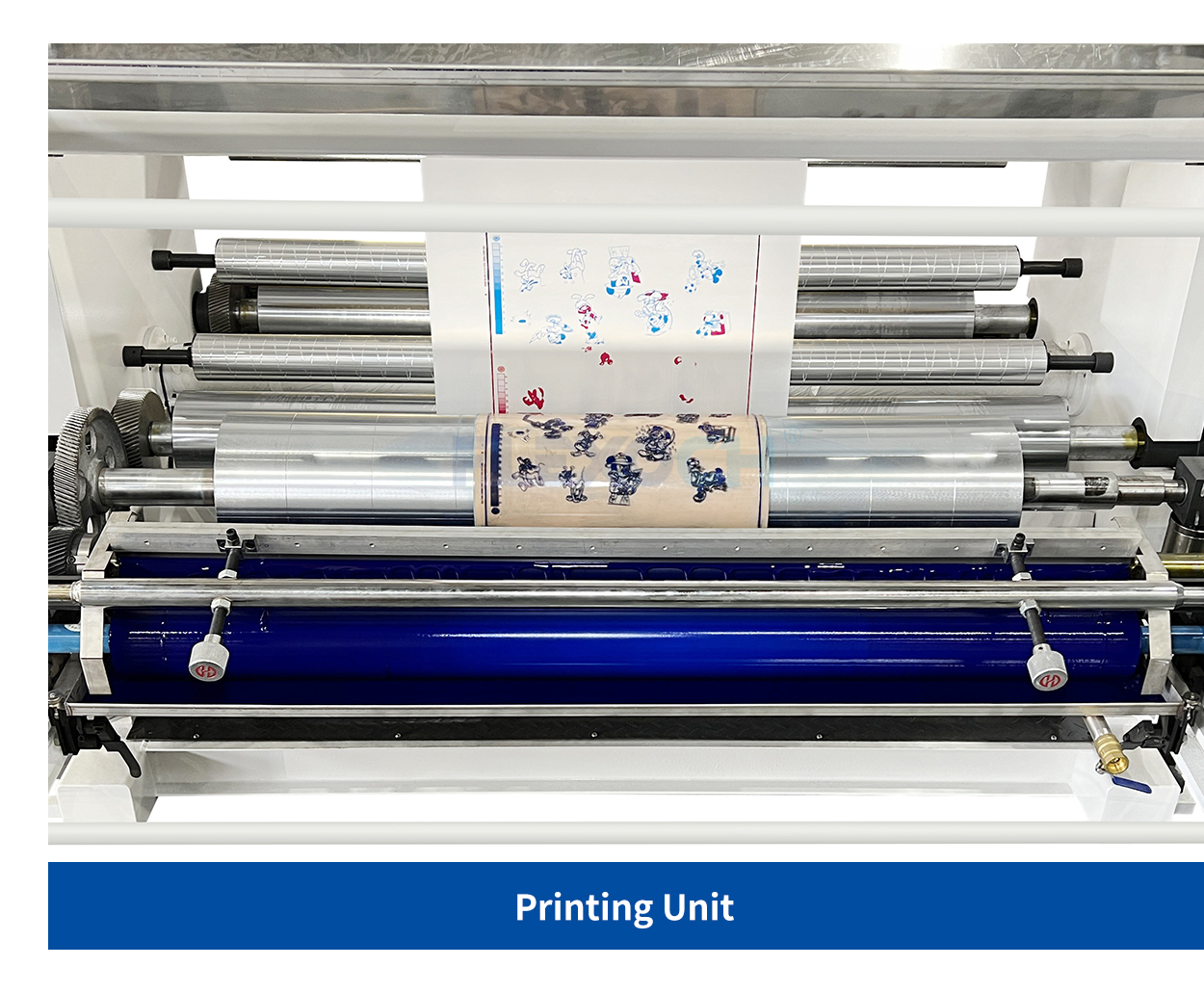
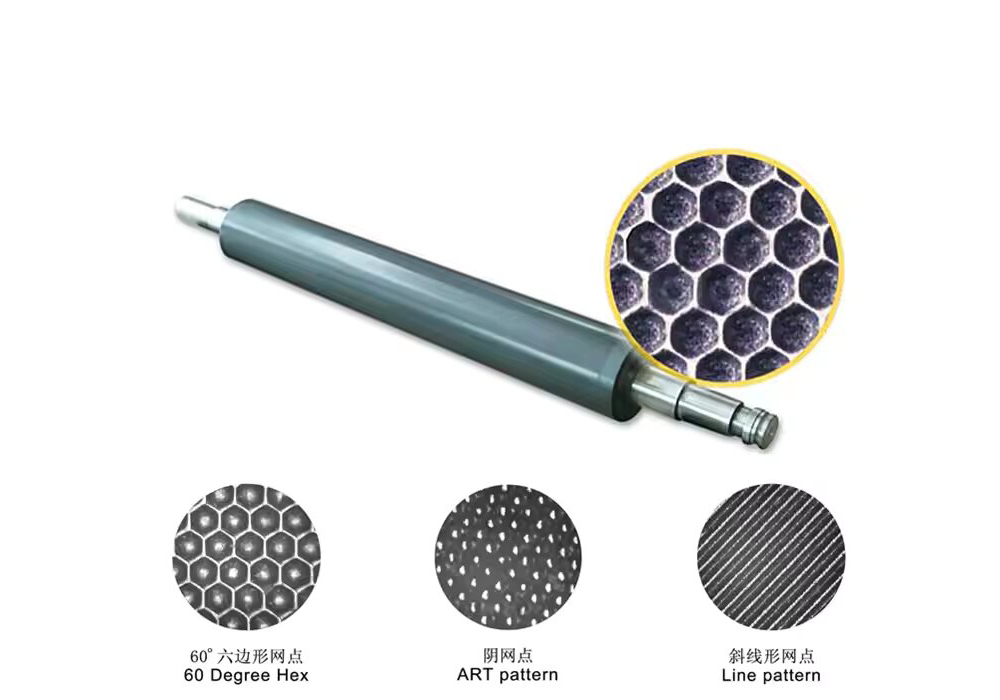
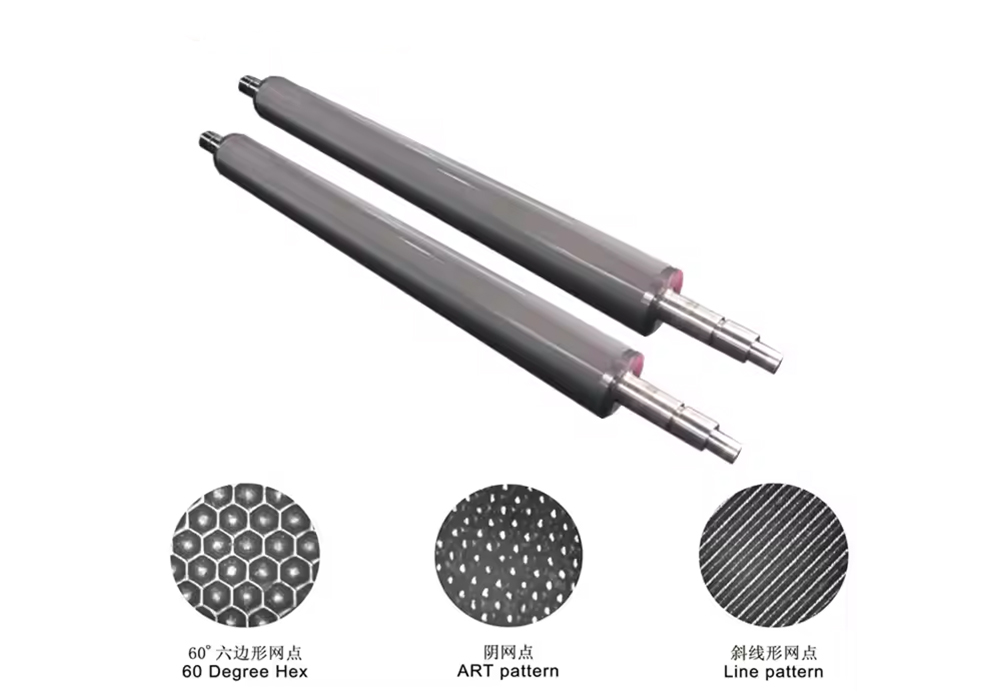
3. Kalibracja zgodności płyty i wałka aniloksowego
Grubość, twardość i precyzja grawerowania bezpośrednio wpływają na pasowanie. Technologia produkcji płyt o wysokiej rozdzielczości redukuje przyrost punktu rastrowego i poprawia stabilność pasowania. Jednocześnie liczba linii na wałkach rastrowych musi być zgodna z płytą – zbyt duża liczba może spowodować niewystarczające przenoszenie farby, a zbyt mała może prowadzić do rozmazywania, pośrednio wpływając na pasowanie.
W przypadku maszyn drukarskich C-flexo, ponieważ wszystkie zespoły drukujące korzystają z jednego bębna dociskowego, można wzmocnić drobne różnice w kompresji płyty. Należy zapewnić jednolitą twardość płyty we wszystkich zespołach.
4. Regulacja ciśnienia drukowania i systemu tuszowania
Nadmierny nacisk może deformować płyty, szczególnie w przypadku fleksograficznych maszyn drukujących typu stack, gdzie każdy moduł wywiera niezależny nacisk. Kalibruj nacisk jednostka po jednostce, przestrzegając zasady „lekkiego dotyku” – na tyle, aby obraz został przeniesiony. Ponadto, równomierność nanoszenia farby ma kluczowe znaczenie – sprawdź kąt nachylenia listwy raklowej i lepkość farby, aby uniknąć miejscowych błędów pasowania spowodowanych nierównomiernym rozprowadzaniem farby.
W przypadku maszyn drukarskich CI, krótsza ścieżka farby i szybszy transfer wymagają szczególnej uwagi w zakresie szybkości schnięcia farby. W razie potrzeby należy dodać opóźniacze.
● Wprowadzenie wideo
5. Wykorzystaj automatyczne systemy rejestracji i inteligentne wynagrodzenia
Nowoczesne maszyny fleksograficzne często wyposażone są w automatyczne systemy rejestracji, umożliwiające korektę w czasie rzeczywistym. Jeśli ręczna kalibracja pozostaje niewystarczająca, należy wykorzystać dane historyczne do analizy wzorców błędów (np. okresowych wahań) i wprowadzić ukierunkowane korekty.
W przypadku urządzeń pracujących przez długi czas należy okresowo przeprowadzać pełną kalibrację liniową jednostki, zwłaszcza w przypadku maszyn fleksograficznych typu stack, gdzie niezależne jednostki wymagają systematycznego wyrównywania.
Wnioski: precyzja rejestracji zależy od kontroli szczegółów
Niezależnie od tego, czy używasz maszyn fleksograficznych typu stack, czy CI, problemy z pasowaniem rzadko wynikają z pojedynczego czynnika, a raczej z wzajemnego oddziaływania zmiennych mechanicznych, materiałowych i procesowych. Dzięki systematycznemu rozwiązywaniu problemów i precyzyjnej kalibracji możesz szybko przywrócić produkcję i poprawić długoterminową stabilność maszyny.




Czas publikacji: 08-08-2025